ماشین کاری به مجموعه اقداماتی که تحت فرایند ماشین های قدرت مانند اره ماشین فرز، پرس مته، سنگ و … به حذف بخشی از قطعه جهت دستیابی به هندسه مورد نظر می پردازد. هندسه نهایی ماشین کاری شده، در قطعه کار خام اولیه محاط شده و در حین ماشین کاری از جرم قطعه کار کاسته می شود. ماشین کاری از نظر مواد خام پر هزینه است. اما می تواند اشکال پیچیده های را بسازد که رسیدن به آن ها با عملیات ریخته گری یا شکل دهی، مشکل یا غیر ممکن خواهد بود.
مطلوب ترین روش برای تولید در حجم پایین فرایند ماشین کاری توام با یک سرمایه گذاری اولیه نسبتا کم است.
بخشی از فرایند تولید ماشین کاری فلزات است اما در تولید چوب، پلاستیک و سرامیک هم کاربردهایی دارد.

عملیات ماشین کاری تنوع عای بسیار زیادی دارد، مرسوم ترین آنها ماشین کاری بر حرکت نسبی بین قطعه کار و یک ابزار برشی مبتنی است که به طور مکانیکی براده برداری می کند. این عملیات از جمله شامل تراشکاری، صفحه تراشی، ، سوراخکاری، فرزکاری و سنگ زنی و صفحه تراشی دروازه ای می باشد. عملکرد این فرایندها با هندسه ابزار برشی، خواص قطعه کار و مایع خنک کن تحت تاثیر قرار می گیرد. ارتباط متقابل بین این عوامل، تحلیل دقیق فرایند های ماشین کاری را مشکل می سازد از این رو ماشین های کنترل عددی (CNC) کاربرد وسیعی در صنعت دارند.
ماشین کاری مکانیکی
ایجاد سطوح تخت یا استوانه ای هدف بسیاری از عملیات ماشین کاری مکانیکی است. ایجاد سطوح جدید نوعا احتیاج به حرکت نسبی بین قطعه کار و ابزار در دو جهت دارد. توجه داشته باشید که سرعت برشی، نتیجه حرکت قطعه کار و پیشروی برشی ناشی از حرکت ابزار است. در سایر عملیات ماشین کاری از ترکیبات مختلف حرکت نسبی مانند حرکت ابزار تنها یا ترکیبی از آن ها استفاده می شود. ابزار برشی می تواند تک یا چند لبه ای باشد.
روش تک لبه ای ماشین کاری
مسئولیت براده برداری را ابزارهای تک لبه ای با هندسه ساده ای برعهده دارند که دارای یک لبه اصلی برشی اند و از روی پیشانی عبور کرده و یک سطح گذرا را به وجود می آورند که از روی دامنه می گذرد. ابزارهای تک لبه ایکه به قلم گیر متصل شده اند موقعیت لبه برشی و زاویه آن را نسبت به قطعه تنظیم می کنند.
صفحه تراشی و صفحه تراشی دروازه ای
به اجرای تراشکاری تک لبه ای که در آن ها حرکت برشی اولیه خطی است راصفحه تراشی و صفحه تراشی دروازه ای می گویند. قطعه کار در صفحه تراش به میز کار و ابزار به کلگی متصل می شود که در جهت برشی اولیه اعمال می شود. صفحه تراشی برای قطعه کارهای کوچک موثرو در عین حال قطعات بزرگتر نیاز به کورس کلگی بیشتری دارند و اینکار باعث کم شدن دقت موقعیت دادن به ابزار می شود.
بنابراین ترجیح داد می شود برای قطعات بزرگ از صفحه تراش دروازه ای استفده کرد . در حین صفحه تراشی دروازه ای، قطعه کار به یک میز بزرگ بسته می شود و حرکت پیشروی نوبتی به قطعه کار اعمال می گردد. برای مقایسه، در صفحه تراش دروازه ای عمل برشی اولیه با حرکت قطعه کار ایجاد می شود، در حالی که برای صفحه تراشی این عمل با حرکت ابزار به وجود می آید.
یکی از فرایندهای براده برداری است که در آن یک ابزار برشی تک لبه با انجام حرکت طولی رفت و برگشتی روی یک قطعه کار ثابت، براده برداری کرده و یک سطح تخت به دست می دهد.
در عملیات صفحه تراشی دروازه ایPlaning-همین فرایند در مقیاسی بزرگتر انجام می شود با این تفاوت که به جای ابزار ، قطعه کار و میز ماشین حرکت رفت و برگشتی انجام می دهند. امروزه به جای عملیات صفحه تراشی بیشتر از فرزکاری استفاده می شود.
در هر رفت و برگشتی که انجام می شود، یک نوار باریک از قطعه کار به صورت براده جدا می شود و قبل از رفت و برگشت بعدی ابزار، میز ماشین حرکت پیشروی جانبی انجام می دهداین عمل باعث می شود که در کورس بعدی یک نوار دیگر از قطعه کار به صورت براده جدا شود و این کار ادامه می یابد و نتیجه این عمل به دست آوردن یک سطح تخت جدید است.
ابزار باعث حرکت پیشروی جانبی در صفحه تراش دروازه ای می شود و میز ماشین عمل حرکت رفت و برگشتی انجام می دهد.
برای قطعات بزرگ از صفحه تراش دروازه ای استفاده می شود و برای صفحه تراشی قطعات کوچک و متوسط از ماشین صفحه تراش معمولی .
ماشین صفحه تراش عمودی نیز وجود دارد که به آن ماشین کله زنی می گویند و ابزار به صورت عمودی حرکت رفت و برگشتی انجام می دهد
روی ماشینهای صفحه تراش باید گیره های بزرگ و قوی نصب شوند تا در برابر نیروی زیاد ابزار مقاومت کند
اندازه یک دستگاه صفحه تراش را بر اساس بزرگترین ابعاد قطعه ای که می تواند براده برداری کند تعیین می کنند مثلا یک صفحه تراش ۸ متری می تواند قطعات با اندازه ۸ متر را براده برداری کند
در ماشین صفحه تراش دروازه ای برای مهار قطعه کار از روبندهاClamp و تکیه کاههای بزرگSupport- به جای گیره –استفاده می شود.
ابزارها در این فرایند شبیه تراشکاری است(قلم پیشانی تراش)از جنسHSS با اندکی تفاوت در زاویه لبه. ابزارهای صفحه تراشی داخلی نیز براحتی قابل ساخت و خرید است.
مزیت مهم صفحه تراشی نسبت به فرزکاری اینست که از ابزار تک لبه استفاده می شود و براحتی می توان آن را تیز کرد. ضمنا قیمت این ابزارها خیلی کمتر از تیغه فرزها است.
کیفیت سطح ایجاد شده در عملیات صفحه تراشی به دلیل ایجاد خطوط موازی ، زیاد خوب نیست.
قطعاتی که با روش صفحه تراشی تولید می شوند بسیار متنوعند. برای تراش سطوح هموار ،منحنی و یا شیبدار ،علاوه بر ماشین فرز ،از ماشین صفحه تراش که یکی از ماشینهای مهم ابزار است استفاده می کنند.
بوسیله این ماشین می توان روی سطوح داخلی و خارجی قطعات شیار ،جای خار،شکاهای مختلف هندسی و .. را ایجاد کرد.
از انواع دیگر این ماشین می توان به صفحه تراش فرم تراش و کپی تراش اشاره کرد.
انواع مختلف ماشین های صفحه تراش:
ماشین های صفحه تراش برحسب طول کارگیرشان و برای تراش کارها از نظر فرم و شکل به دسته های زیر تقسیم می شود :
۱_ ماشین صفحه تراش معمولی(کورس کوتاه(
۲_ ماشین صفحه تراش دروازه ای(کورس بلند(
۳_ ماشین صفحه تراش عمودی(کله زنی(
۴_ ماشین صفحه تراش کپی تراش
۵_ ماشین صفحه تراش فرم تراش
۶_ ماشین صفحه تراش معمولی(کورس کوتاه(
تراشکاری
غالبا عملیات تراشکاری در ماشین تراش انجام میگردد. عمل اولیه برشی یا سرعت برشی در اثر دوران قطعه کار انجام می شود که به سه نظام متصل است و با یک موتور الکتریکی و از طریق جعبه دنده ای که در داخل سر دستگاه قرار گرفته است ، می چرخد.
حرکت ثانویه برشی یا پیشروی برشی با انتقال مجموعه سوپورت و قلم گیر در امتداد میله های پیشروی و پیچ های پیشروی متحرک انجام می شود. معمولا قطعه های کوتاه با سه نظام نگه داشته می شوند در حالیکه قطعات طویل تر می توانند با دستگاه مرغک نیز نگه داشته شوند.
تغییر در اندازه قطعات، فرم آنها، پرداخت کاری قطعات با یک یا چند عمل برش با تنظیم رنده تراش وظیفه اصلی ماشین تراش است.
با سوار کردن وسائل و دستگاههای یدکی روی ماشین تراش دامنه فعالیت آن بسیارگسترده می شوده به گونه ای که میتوان بوسیله آنها عملیات مختلفی انجام داد برای مثال با قرار دادن ابزارهایی مانند قلاویز و مته و برقو، عملیاتی چون قلاویز زنی ، سوراخکاری و برقوکاری روی ماشین تراش بسادگی انجام پذیر میباشد.
انواع ماشینهای تراش و ساختمان آنها
۱.ماشین تراش کوچک مرغک دار ۲.ماشین تراش ابزارسازی ۳.ماشین تراش معمولی نرم شده ۴.ماشین تراش پیشانی تراش ۵.ماشین تراش عمودی
اجزاء اصلی ماشین تراش
۱-ریل (میز) ماشین
۲-دستگاه یاطاقان محور اصلی (دستگاه جعبه دنده سرعت محور اصلی)
۳-دستگاه مرغک
۴- دستگاه حامل سو پرت
۵- جعبه دنده بار
۶- الکتروموتور
كاروسل (ماشین تراش عمودی)
همانطوریکه از اسمش پیداست این ماشین بصورت عمودی قرار میگیرد، دستگاه قلم گیر بصورت منشور چند ضلعی که میتواند عمودی در طول حرکت خطی داشته باشد. دستگاه سه نظام آن بسیار بزرگ است و بطور عمودی قرار گرفته و دارای حرکت دورانی است، که برای گرفتن کارهای سنگین میباشد. در سوراخکاری هم از آن استفاده میکنند. و چون نسبتا سنگین است معمولا دارای سرعتهای زیاد نیست
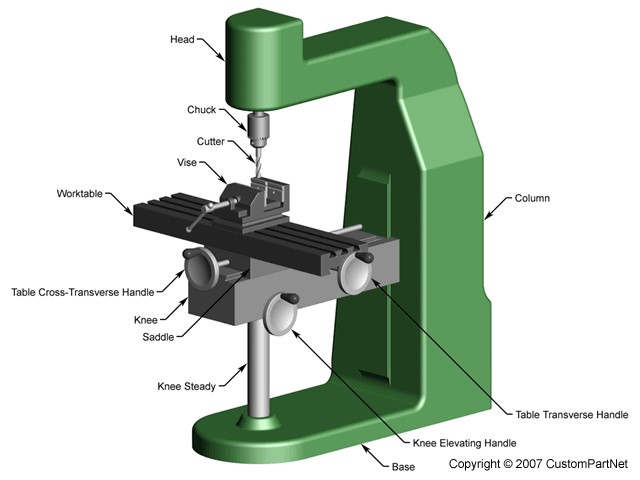
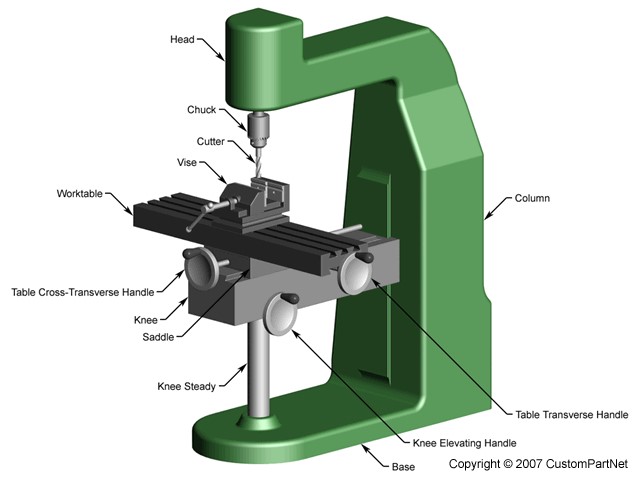
فرزکاری
فرزکاری رایج ترین شکل ماشین کاری برای حذف قسمت های اضافه از بخش های مختلف قطعه کار است. ماشین های فرزکار می توانند محدوده وسیعی از هندسه های براده برداری، مانند سطوح تخت، زاویه دار، دنده های چرخدنده و شیارها را ایجاد کند. این فرایند نیاز به دستگاه فرز، قطعه کار، فیکسچر و ابزار برش دارد از طرفی قطعه کار به یک فیکسچر که درون دستگاه قرار دارد، متصل است. ابزار برش دارای دندانه های تیزی اند که با سرعت بالا در حال گردش می باشند.
با تغذیه قطعه کار در برابر ابزار برش قطعات اضافی از روی آن حذف می گردد. فرزکاری معمولا برای قطعاتی که نامتقارن بوده و دارای ویژگی های بسیاری از جمله شیار، سوراخ، جیب و… داشته باشند مناسب است. یکی دیگر از استفاده های فرز برای ساخت قالب های سه بعدی است. فرز همچنین در فرایندهای ثانویه قطعاتی که با روش های مختلف تولید می شوند به کار می رود و تصحیحات نهایی روی قطعه کار را انجام می دهد.
در دستگاههای فرز ابزار که می تواند به شکلهای مختلف باشد به محور اصلی بسته می شود و حرکت دورانی دارد و قطعه کار روی میز دستگاه بسته می شود که می تواند حرکت طولی-عرضی-ارتفاعی و چرخشی داشته باشد.حرکت میز مستقل از سرعت دورانی محور قابل تنطیم می باشد.ابزارهای مورد استفاده در دستگاه فرز تیغه نامیده میشوند
سوراخکاری
سوراخکاری نوعی فرایند برش است که با استفاده از مته یک سوراخی با مقطع دایره ای روی قطعات فلزی ایجاد می شود. مته نوعی ابزار برش است که از مقاطع مختلف تشکیل شده که با سرعت گردش می کند. در اثر پیشروی، لبه های مته نیروی زیادی به قطعه وارد کرده و سوراخکاری انجام می گردد. حرکت برشی اولیه، چرخش مته است. در حالیکه پیشروی، حرکت مته در امتداد محور دوران آن به درون قطعه کار می باشد.
مته های مارپیچ دارای دو لبه برشی است که روی هر کدام از این دامنه ها یک لبه قرار دارد. برای فرایند سوراخ کاری نرخ براده برداری به سادگی برابر حاصلضرب مساحت سطح مقطع سوراخ مته کاری شده در نرخ پیشروی مته است.
MRR: نرخ براده برداری
f : پیشروی مته در هر دور
D: قطر سوراخ
N: سرعت دورانی مته
معمولا مته های مارپیچ برای سوراخ هایی
با طول کمتر از پنج برابر قطر مناسب است. برای طول های بیشتر، برداشتن همزمان
براده ها باعث بالا رفتن آن ها از خیاره می شود و رساندن روانکار به پایین قطعه
مشکل خواهد بود. مته هایی که مختص سوراخ کاری سوراخ های عمیق هستند، غالبا دارای
سوراخ های داخلی اند که با محور مته هم محور بوده به طوری که روانکار می تواند به
لبه های برشی پمپ شود.
انواع دريل:
انواع دريل که در کارگاههاي آموزشي نصب
ميشود عبارتاند از دريل روميزي و دريل ستوني. اجزاي اين دو نوع دريل مشابهاند،
با اين تفاوت که دريل ستوني، پايهاي بلندتر و محکمتر به شکل ستون دارد و روي کف
کارگاه نصب ميشود. نوع ديگري دريل، به نام دريل راديال نيز وجود دارد؛ اين نوع
دريل بازويي شعاعي دارد که کلهگي ماشين روي آن نصب ميشود و در امتداد آن حرکت
ميکند. اين نوع دريل معمولا”در کارگاههاي آموزشي يافت نميشود.
تصوير دريل ستوني
تصوير دريل راديال
سنگ زنی
سنگ زنی یک فرایند سایشی است که عمل برداشتن مواد اضافه روی قطعه را با سایش شتاب دار انجام می دهد. هر یک از دانه های ساینده روی سطح، بخش کوچکی از قطعه کار را تغییر شکل می دهند. در واقع سنگ زنی، مرحله نهایی کار روی قطعه است که بعد از آن کیفیت سطح کار بالا رفته و در واقع نوعی پرداخت روی سطوح است.
در حین عملیات سنگ زنی، حرکت اولیه برشی می تواند یا به قطعه کار یا
به ابزار اعمال شود، که به هندسه آن ها بستگی دارد. محیط سنگ زنی شامل ذرات سختی
مانند کاربید سیلسیم یا آلومین است که در یک ماتریس غوطه ور شده، شکل موثری ایجاد
می کند و عمل پرداخت را انجام می دهد. از آنجا که اندازه ذرات سخت در یک محدوده
تغییر می کند و این ذرات معمولا با جهت های تصادفی در داخل ماتریس قرار می گیرد
تعریف ضخامت براده تغییر شکل نیافته برای هر لبه برشی غالبا مشکل است اما بین
مقادیر ۰٫۰۲۵ تا ۰٫۰۰۰۲۵ میلی متر حدودا تغییر می کند.
دستگاه سنگ زن شامل یک موتور گرداننده
سنگ با سرعت مورد نیاز و یک بستر برای نگه داری قطعه کار درون فیکسچر است. سر سنگ
می تواند برای قطعه کار ثابت یا متحرک تنظیم شود. ماشین سنگ زنی در حین عملیات
سایش قطعه حرارت قابل توجهی نیز تولید می کند. بنابراین آن ها نیاز به خنک کننده
دارند که تا گرما بیش از تحمل قطعه کار بالا نرود. حتی خنک کننده نیز در مواقعی می
سوزد. در سنگ زنی های با دقت بالا حدود ۲۰۰ نانومتر حرارت کمی تولید می شود که
نیاز به خنک کاری ندارد.
انواع روش های سنگ زنی با توجه به نوع ماده ی قطعه کار، وجود دارد. سنگ ها دارای مش(دانه)بندی های مختلف و در قطرها و اشکال گوناگون ساخته می شوند.
شابر زني
شابر کاری به کارهایی گفته میشود که با شابر برای تصحیح ناهمواریهای سطوح ماشین کاری شده انجام شود تا سطح بر اثر پرداخت هموار گردد. هرچند دستیابی به سطح همواره واقعی ناممکن است ولی شابرها برای نزدک شدن به چنین سطحی یا به عبارت دیگر برای تصحیح تا حد سطح هموار به کار میروند.
لبهٔ برندهٔ شابر باید دارای کلفتی ۵/۲ میلیمتر و پهنای ۱۲ میلیمتر میباشد، شابر باید با سنگ سنباده، صیقل کاری و با سنگ چاقو تیزکنی تیز گردد.شابرها را گاه از سوهانهای مستعمل میسازند.
انواع شابر در صنعت:
۱) تخت
۲) سرکج (الف ـ راستگرد ب ـ چپگرد)
۳) نیمگرد
۴) سهگوش
۵) دو دستهای
۶) یاتاقانی
برقوکاری
به عمل ایجاد سوراخ های منظم و دقیق برقو کاری می گویند. برقو کاری معمولا به وسیله ابزار دستی، ماشینی، یا دریل انجام گیرد. سوراخ های ایجاد شده توسط مته دارای تلرانس مشخص نبوده، صاف و صیقلی هم نمی باشد برای همین لازم است در عملیات مجددی که بشود مشخصات لازم را به کسب کرد انجام شود. نام برقو را می توان یک ابزار برش گردان گذاشت. به دلیل اینکه این ابزار دارای یک یا چند لبه برنده است که به وسیله آن می توان سوراخ های انجام شده را به اندازه واقعی در آورد. جنس برقوها از فولاد تندبر و یا فولاد ابزار است، لبه های برقو را آبکاری نموده و بعد لبه برنده را با ماشین سنگ تیز می کنند.
بورینگ
معرفی :
بورینگ از متنوع ترین روشهای ماشین کاری است که دربخشهای بزرگ وسنگین و درجاهایی که فرزکاری ،مته کاری و تراشکاری, امکان پذیرنیست استفاده می شود.
عملیات بورینگ:
عملیات بورینگ د روی قطعاتی انجام می شود که دارای یک سوراخ اولیه هستند. این سوراخ می تواند توسط مته ایجاد بشود و یا از طریق ریخته گری، فورج یا اکسترود به وجود بیاید. این روش زمانی استفاده می شود که تلرانسهای ابعادی بسته و کیفیت سطح خوب مورد نیاز باشد.
عملیات صیقل کاری وفرزکاری با این روش می توان به طور دقیق روی قطعات انجام داد.
همچنین میتوان تراشکاری,سنگ زنی (سنباده زنی)وچرخ دنده تراشی را هم روی قطعات انجام داد.